In the best case you never come into contact with the topic of cylinder coatings. But anyone who drives or restores older 4x4s can run into it on the subject of the engine or an engine rebuild. In the worst case you already have engine damage, and then it’s also about whether and how a cylinder can be repaired. So we explain the individual workspaces of your pistons.
Every combustion engine has cylinders in which pistons move up and down to turn the combustion energy into an up-and-down and then a rotary motion. The pistons move up and down in cylinders, many millions of times over the life of an engine. Above the piston, combustion takes place that slams the piston down. As little as possible of the pressure produced should escape unused between piston and cylinder wall. But there also shouldn’t be too much friction, so the piston is needlessly slowed.
That’s why there are the piston rings, which on one hand seal the gap between piston and cylinder wall to prevent gas and oil getting past and to keep the oily lubricating film on the cylinder wall. Another, extremely important job of the piston rings is to lead heat away from the piston to the cylinder wall. They’re a very important part of the engine cooling.
Here, maximum loads occur for the small, thin and fragile piston rings. Usually a piston has three such rings. The upper two are so-called compression rings, with the second, the scraper ring, having a double function: sealing and scraping. The lowest ring is the oil control ring.
The piston rings are in constant contact with the cylinder wall and slide over the whole surface twice with every revolution. Without lubrication, destructive wear would set in here within a very short time. So the splash lubrication of the crankshaft, which slaps in the sump and sprays everything, and the oil control rings provide a steady oil film on the cylinder wall. Which brings us to that very wall.
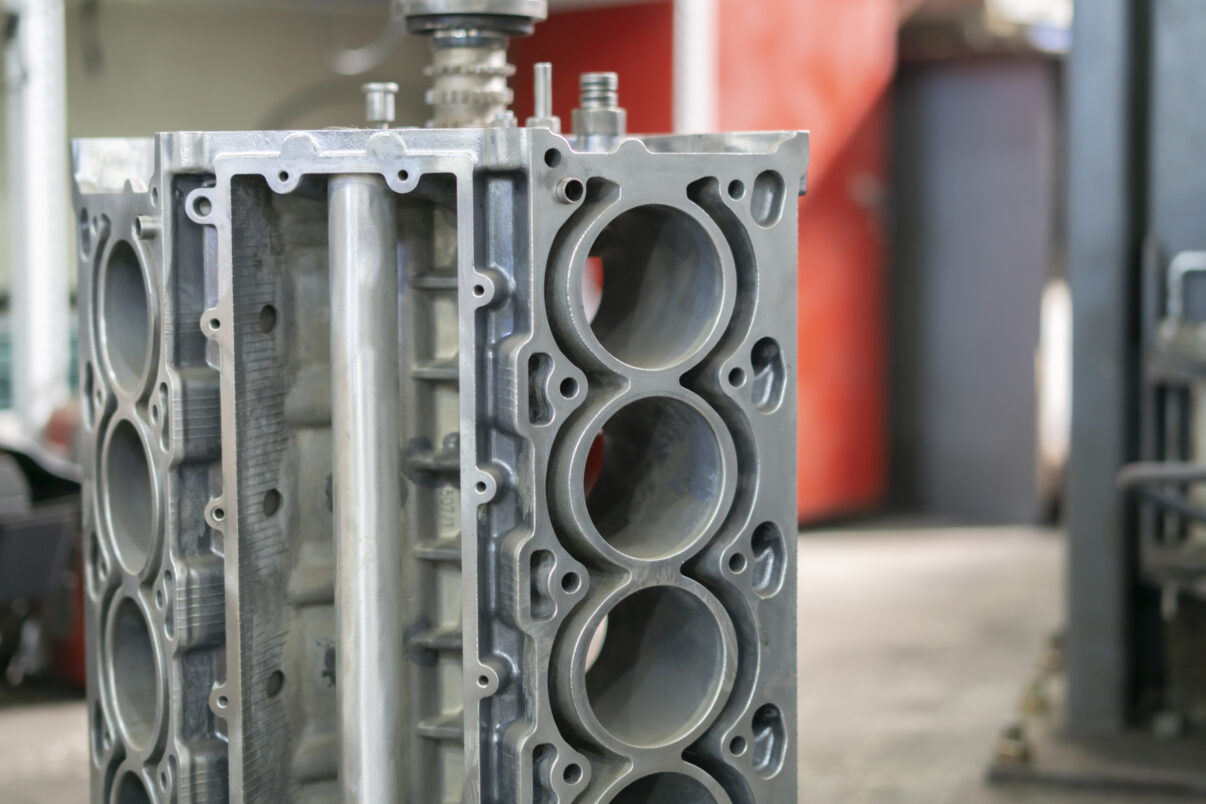
Cylinder bore and cylinder coating
The cylinder has to live up to the harsh conditions too. It has to withstand the violent impulses and temperatures of combustion, allow and keep the oil film, and resist wear as well as possible. It also has to conduct heat well, to give off the heat in its combustion chamber to the water it’s surrounded by.
Over the decades of engine building, the cylinders have of course developed further. Originally engine blocks were of cast steel, in which the cylinders were formed by the casting mould. As a smooth cylinder wall can only hold the oil poorly, the cylinder gets a hone. With a honing tool a cross pattern is ground into the cylinder wall. In this rough pattern the oil stays put and can form a protective film. It also reduces the contact area, so the piston can slide more easily.

Then the aluminium engines came along. They’re lighter and save weight and fuel. But aluminium isn’t as hard as steel. So steel liners were then inserted into the aluminium. Usually these liners were shrink-fitted. The engine block is heated and expands. The steel liner is pressed in. As the engine block cools, the material contracts and the liner sits tight.
As these liners weren’t trouble-free, engines were to be built even smaller and more weight had to be saved, new systems were devised that can do away with steel liners entirely. These methods are based on coating or changing the aluminium cylinder wall. There are various methods and brand names like Nikasil, Alusil, TSC and others.
Steel liners
I’ll bet: if you ask round the campfire whether you’d rather have a steel liner or a coated aluminium cylinder, at least 95% will choose the steel liner. Understandable, as steel is seen as tough, durable, and after all everyone knows the old engines were all indestructible and ran forever. Yes, that may be true for engines with steel blocks, but aluminium engines with steel liners have their problems. Because when the steel cylinder wall is only two to seven millimetres thick, the steel isn’t all that stable any more.
There are further problems. The car makers Rover and Maserati felt these first. They had aluminium V8 petrol engines early on. The first engines of this kind came onto the market in the USA in the early 1960s. Rover took a Buick engine from there and turned it into the Rover V8. As this got more and more displacement and the aluminium webs between the liners therefore got thinner and thinner, the problems began. Aluminium, like other alloys, loses strength over the years. The drop can easily reach 20%. That wasn’t yet so well known to the engine builders back then.
For another, aluminium expands a good twice as much as steel under heat. These different expansions create stresses in the material and lead to fatigue of the press fit, sometimes also to cracks in the liner. As a result of the fatigue the liner comes loose and can drop. Another cause can be the corrosion of the different metals. The aluminium oxidises, and that weakens the fit between liner and engine block too.

As a solution against the liner dropping, liners with a T-profile were devised, clamped by the block and cylinder head. But that needed modified engine blocks that required a recess at the top of the cylinders.

Another topic is thermal conductivity. Aluminium is considerably better suited to leading heat away. An aluminium alloy reaches values of 150 to 220 W/m·K there. Steel only gets to 10 to 50 W/m·K. So compared with aluminium the steel liner is practically an insulating layer that rather hinders the heat removal by comparison.
Nikasil
Given the properties of steel liners listed, new solutions were needed. The makers looked for ways to use the advantages of pure aluminium cylinders and remove their disadvantages. The big disadvantage of aluminium is its softness. It wouldn’t withstand the load as a friction partner for long. Unless the surface can be hardened.
That’s exactly what was achieved by coating with Nikasil, a development by the company Mahle in cooperation with NSU, which was looking for a solution for Wankel engines. Nikasil is a made-up word from nickel, carbide and silicon, based on a galvanic process for surface protection. Nikasil had its premiere in a car engine in the world-famous and infamous Porsche 917.
In the process the engine block is dipped into a bath of a nickel-salt solution filled with silicon carbide. The engine block is dipped into this as the cathode, i.e. it’s connected to the minus pole of a current source. Then the plus pole is connected to the salt solution. When current now flows, the nickel ions dissolve and move with the silicon carbide to the cathode, the engine block. There they bond and form a thin but very hard and wear-resistant layer. The layer thickness is normally 0.05 to 0.15 millimetres. After the bath the surface is honed. This exposes the silicon-carbide crystals that form the hard layer.
The advantages of this cylinder coating were already hinted at. The coating is light, wear-resistant and offers high thermal conductivity and, thanks to the fine structure, better sealing between piston rings and cylinder wall too. This makes higher compression ratios possible, especially for high-performance engines. Nikasil and aluminium expand almost the same, which leads to a longer life.
With this cylinder coating it’s also possible to realise larger cylinder volumes through larger diameters. The webs between the cylinders can be thinner, as they’re still stable enough. Unlike with steel liners: there the space has to be there for the 2 to 7 mm wall thickness of the liner plus the required web width.

This is one reason why Nikasil-coated cylinders found their place in two-stroke engines early on. There are large side openings in the cylinders, which with steel liners can’t be as large as with coated aluminium cylinders. The steel isn’t structurally stable enough when the cut-outs get too large. For that the liner would need thicker walls again, which in a given space means a reduction in displacement.
But Nikasil has disadvantages too. The wrong oil or fuel can damage the layer, especially if too much sulphur is contained. Together with water, sulphurous acid forms. If the layer is damaged, a repair is very involved. There are firms that offer a repair. That usually means a re-coating. If the cylinder has to be bored out, a re-coating is also needed. These repairs are usually dearer than the classic boring and honing of a grey-iron cylinder or a steel liner.
Alusil
It seems the solution was found with Nikasil. But the coating is a very slow, involved and expensive process. The last in particular is always a driver to keep looking. And that’s exactly what was done, and so a new coating came about: Alusil.
Alusil is one of the etching processes. Here the whole engine block is cast with a silicon content of 17% to 20%. After that, in the cylinders, the aluminium is removed either mechanically or chemically with a liquid. What’s left is the silicon as a thin layer.
The extra advantage over Nikasil is the very simple and fast production of the cylinder bores, as the material for it is already contained in the casting.
A disadvantage, as with the Nikasil coating, is the involved and expensive repair that requires a re-coating. The piston rings have to be iron-coated (Ferrocoat), chrome rings don’t work.
Lokasil
Lokasil is basically the same as Alusil, though it’s more sparing with the silicon. In the process, prefabricated containers with silicon are placed into the engine casting mould, which later form the cylinders. When the hot aluminium runs into the mould, the container melts away and the aluminium flows between the silicon and bonds with it. Now the silicon doesn’t exist throughout the block, but only in the area of the cylinder walls. After that, the silicon layer is exposed as in the Alusil process.
Silitec is the name of Mercedes-Benz’s nearly identical process.
Alusil, Lokasil and Silitec basically can’t be repaired, as these processes start at the casting of the block. There are firms that convert such engines either to a Nikasil engine or one with liners. Here you’d have to clear up case by case how far that makes economic sense.
The processes in the practical world
So much for the theory of the processes. In practice, though, only Nikasil has turned out to be the process that really lasts longer than steel liners and the other processes. Alusil, Lokasil and Silitec have shown weaknesses over time, as the silicon doesn’t stay as well bound as with Nikasil. The layers wear faster. Lokasil was the process that came off worst and so didn’t find wide use either. Silitec worked in naturally aspirated engines with not-too-high combustion temperatures. In turbo engines and direct-injection engines it didn’t prove itself in the long run either.
Plasma / TSC process
With these experiences the makers kept looking for a cheap and at the same time durable cylinder coating. This was found in the TSC process (thermal spray coating, also called plasma coating). The machines for this process are extremely expensive, but in the long run and at high volumes they pay off well.
Here, using very high currents, an arc is created to the coating material, which is fed into the cylinder in the form of a wire. The arc (plasma) melts the material, usually an iron-nickel compound, into extremely small particles, which are then blown onto the surfaces. There they settle, cool very fast and so solidify. After the coating there’s a visual check and finishing.
The process is fast and very flexible, as all sorts of engines can be coated with minimal effort. That leads to a disadvantage, because these engines can technically be repaired, but due to the high costs only the makers have access to this technology.
In practice the TSC process has earned a good reputation so far.